Carbon steel CNC Turning Parts: 103mm Deep Hole Drilling Case
This case study demonstrates that even in hard materials like 42CrMo alloy steel, deep holes (103mm) can be successfully drilled using standard drill presses and traditional machining techniques, as long as proper drill design, step drilling, machine calibration, chip management, and coolant control are applied.
This approach works well for custom CNC parts, standard CNC turning parts, and other CNC machining parts, especially for small-batch production or factories without specialized deep hole drilling machines.
For more technical insights, real-world case studies, and machining solutions, visit our website:yuhuan hongqianto explore professional services and custom CNC solutions.
As a custom-made CNC turning parts manufacturer, we often face different part requirements that cannot be solved with a single machine. In many cases, we need to carefully decide whether to upgrade existing equipment or purchase new machines based on actual production needs.
In machining operations, deep holes are often difficult to produce hardness material , such as carbon steel and stainless steel . On the other hand, drilling deep holes in softer materials like brass or aluminum CNC turned parts is much easier.
Although dedicated deep hole drilling machines can handle these challenges more effectively, the equipment cost is high, and the machining cost is also significantly higher than conventional processes.
This article explains how deep hole drilling can be achieved using traditional machining methods, along with the key precautions to ensure stable results.
Why Deep Hole Drilling Is Challenging
Deep hole drilling is one of the most challenging tasks in CNC machining parts production.
First, grinding the drill bit is a technical challenge. It requires experience and careful planning. Key points include:
Correct drill point angle
Proper chip evacuation
Accurate drill center alignment
If the drill center is off, it can cause dimensional errors, drill breakage, or scrapped parts.
Second, deep hole drilling generates heat, especially in stainless steel. Excessive heat may lead to size deviation.
Finally, holes with a high depth-to-diameter ratio are less stable. This increases the risk of drill deflection and poor surface finish.
In our cnc factory experience, drilling holes deeper than 80mm requires careful step drilling and regular chip clearing. This ensures precision and protects the tool life, even for custom CNC parts.
Options for Deep Hole Drilling
There are several common methods for deep hole machining:
Dedicated deep hole drilling machines (Gun Drill) These machines provide stable drilling and good chip control, but they are expensive and usually used for large-scale production.
Standard drill presses (Drill Press) They are more cost-effective, but drilling deep holes requires skill. Step drilling and regular chip clearing are necessary to maintain hole straightness and extend drill life. This method works well for most CNC turning parts.
CNC turning combined with drilling This approach is suitable for small batches of stainless steel or other precision materials. Long drilling operations may affect machine accuracy. When using a deep hole machine, cutting fluid must flow from top to bottom with the drill to protect tool life.
In our shop experience, controlling the depth of each step, clearing chips frequently, and using proper coolant allows even 103mm deep holes to be drilled with stable dimensions and good surface finish. This method works well for both custom CNC parts and standard CNC machining parts.
Real Case Study (42CrMo Deep Hole Drilling)
As a custom CNC turning parts manufacturer, we recently processed a batch of 42CrMo alloy steel parts with deep holes of 103mm depth and 8–8.1mm diameter, all verified using plug gauges and projection measurement for precision.
The process steps were as follows:
Pilot hole positioning: First, pilot holes deeper than 2mm were drilled on the machine to ensure accurate positioning for the deep holes.
Machine calibration: The drill press’s horizontal alignment and drill verticality were checked to prevent hole deviation during machining.
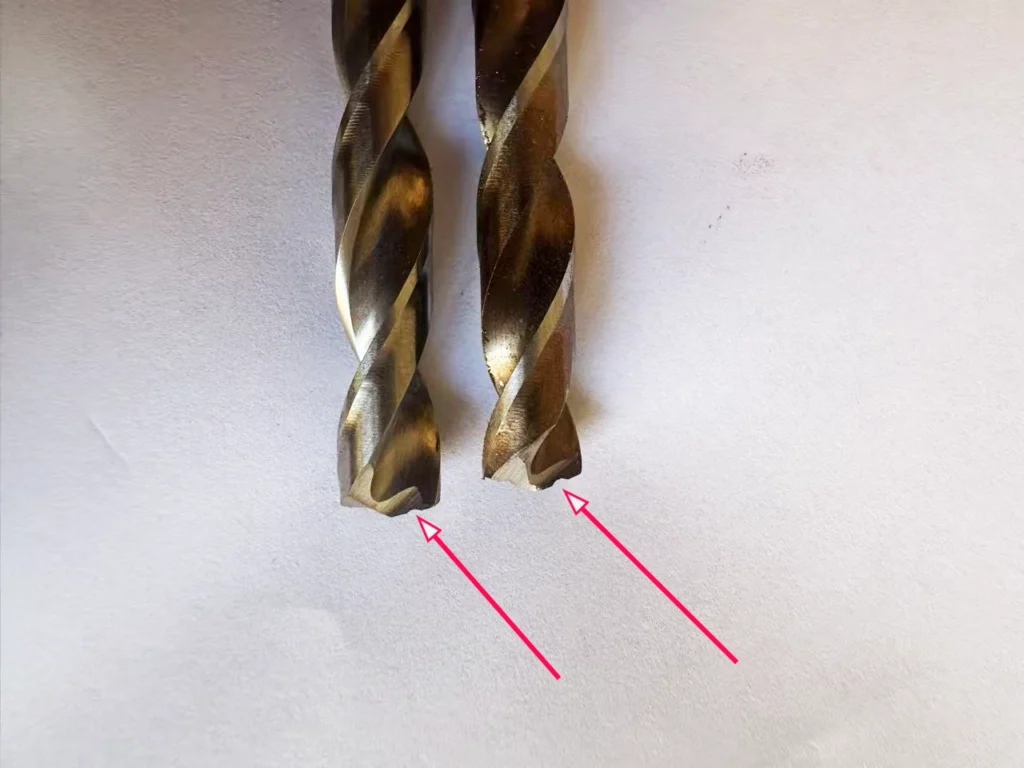
Drill design: Drill bits were specially designed with chip evacuation and breakage grooves to ensure smooth chip removal and prevent clogging, allowing single-pass drilling up to 80mm or more. Check the key of the drill design as follow .
Good drill design for deep hole drilling , cnc turning parts
Deep hole drilling: Step drilling or single-pass drilling was applied to maintain hole straightness and stability.
Hole position and size inspection: After drilling, hole positions were verified using projection measurement, and diameters were checked with plug gauges to ensure they met specifications.
With this approach, we successfully produced deep holes to specification. Even with a standard drill press, high accuracy and stability were achieved. This method works well forcustom CNC parts, standard CNC turning parts, and other CNC machining parts, especially in small-batch production.
Conclusion
This case study demonstrates that even in hard materials like 42CrMo alloy steel, deep holes (103mm) can be successfully drilled using standard drill presses and traditional machining techniques, as long as proper drill design, step drilling, machine calibration, chip management, and coolant control are applied.
This approach works well for custom CNC parts, standard CNC turning parts, and other CNC machining parts, especially for small-batch production or factories without specialized deep hole drilling machines.
For more technical insights, real-world case studies, and machining solutions, visit our website: yuhuan hogqian to explore professional services and custom CNC solutions.