In the world of high-pressure applications and industrial fluid systems, the quality of carbon steel pipe fittings isn’t just measured by their outer appearance. The true precision lies within—the internal hole.
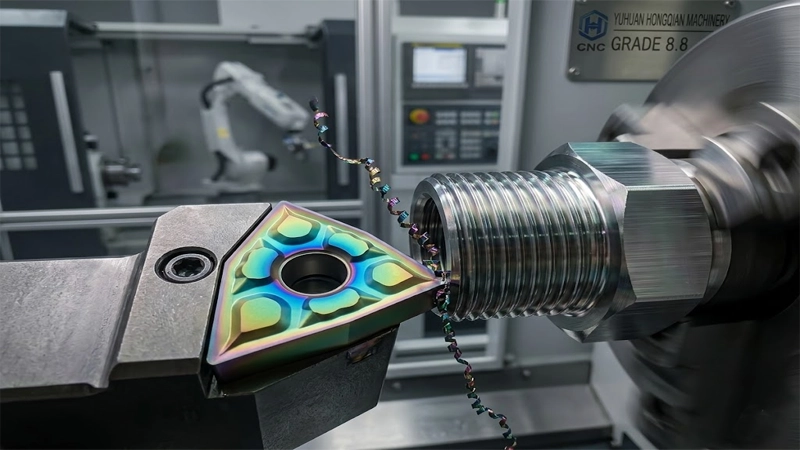
At Yuhuan Hongqian Machinery, with over 10 years of expertise in CNC machining, we know that internal hole processing is the “deep-water zone” of manufacturing. Whether it’s a forged fitting or a custom CNC turning part, the internal diameter (ID) determines the flow efficiency and the reliability of the connection.
However, due to the closed nature of internal machining, several “hidden” defects can occur. In this guide, we will analyze the most common internal hole issues and how to implement professional inspection solutions to ensure 100% quality.
1. Internal Chatter Marks: The “Invisible” Vibration
The Problem:
Internal chatter appears as periodic ripples or “fish scale” patterns on the hole wall. These marks not only ruin the surface finish ($Ra$) but also compromise dimensional accuracy.
Key Causes in Carbon Steel Machining:
-
Excessive Tool Overhang: When machining deep-hole pipe fittings, the length-to-diameter ratio of the boring bar is often too high, leading to reduced rigidity and “deflection.”
-
Improper Finishing Allowance: Leaving too much stock for the final pass puts excessive load on the finishing tool, triggering severe resonance.
-
Material Toughness: Carbon steels like AISI 1020 or 1045 require precise cutting forces; any instability in speed or feed rates leads to chatter.
Our Professional Solution:
With our facility equipped with over 70 advanced CNC lathes, we tackle chatter through technology:
-
High-Rigidity Tooling: We utilize carbide-reinforced anti-vibration boring bars or solid tungsten steel bars. Tungsten steel’s elasticity modulus is roughly 3 times that of steel, providing the extreme rigidity needed to absorb vibration.
-
Optimized Cutting Parameters: We scientifically balance the roughing and finishing allowances and fine-tune the “Sweet Spot” of spindle speeds to break resonance.
-
Precision Alignment: Ensuring the tool tip is perfectly aligned with the center axis to maintain constant cutting pressure.
Inspection Method:
-
Visual & Tactile: Experienced QC inspectors verify the surface under specialized work lights.
-
Surface Roughness Measurement: We use calibrated testers to ensure the Ra value meets the specific requirements of the technical drawing.

2. Internal Hole Taper: A Costly Lesson in Precision
The Problem:
Taper occurs when the hole diameter varies along the axial length (the “big head/small head” effect).
The Hidden Risk & Real Case Study:
Taper is often caused by mechanical misalignment or tool deflection that isn’t caught by standard surface checks.
Case Study: Early in our journey, after a new CNC machine arrived, we conducted routine inspections using only standard calipers and plug gauges. A batch of 10,000 automotive parts was shipped. However, the client reported oil leakage—the internal taper caused a seal failure. Even though the entrance passed the plug gauge, the internal diameter was larger than the entrance.
The Result: The entire batch of 10,000 pieces was scrapped, resulting in a loss of nearly 50,000 RMB.
Our Hardened Inspection Protocol:
Learning from this 50,000 RMB lesson, Yuhuan Hongqian Machinery implemented a “Triple-Check” system:
-
Caliper & Plug Gauge: For initial entrance verification.
-
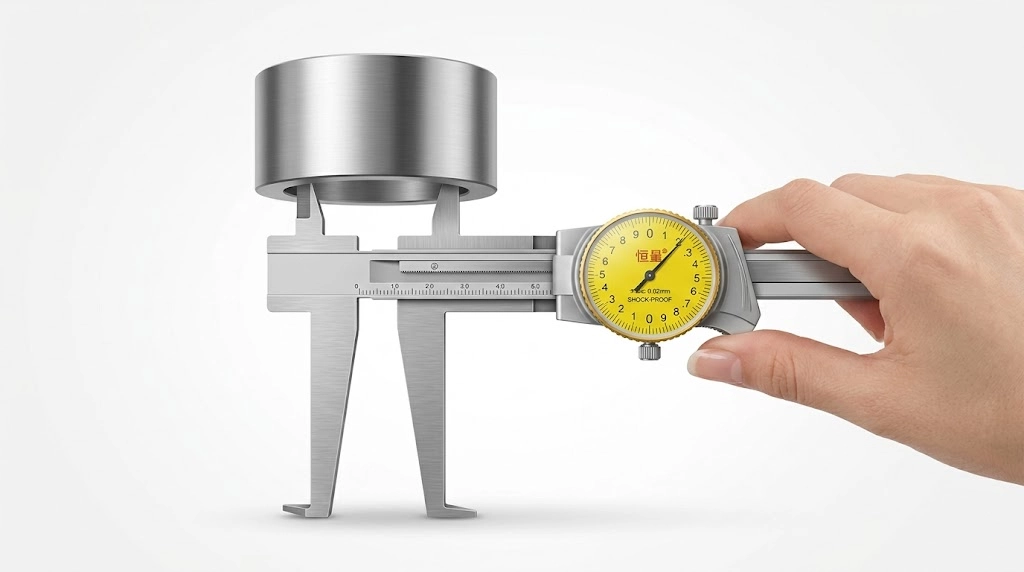
Internal Groove Caliper (Dial Caliper): We now go deep inside the hole to measure multiple points along the bore to detect any hidden taper.
-
Machine Calibration: Regular laser alignment of all 70+ CNC machines to ensure the spindle and turret are perfectly parallel.
3. Internal Hole Ovality (Out-of-Roundness)
The Problem:
The hole cross-section is not a perfect circle, often appearing as an oval.
Why it happens in Carbon Steel Fittings:
-
Clamping Distortion: This is the #1 enemy for thin-walled fittings. When the three-jaw chuck grips a carbon steel part too tightly, it deforms. Once the pressure is released after machining, the hole “springs back” into an oval shape.
-
Pre-existing Stress: Materials like 1018 or 1020 can have internal stresses that release unevenly during heavy cutting.
Our Professional Solution:
-
Soft Jaws & Pressure Control: We use customized “Soft Jaws” to distribute clamping force over a larger surface area and reduce hydraulic pressure for delicate parts.
-
Two-Point Measurement: We prioritize Two-Point Internal Micrometers over three-point tools for ovality checks, as they are far more effective at identifying the maximum and minimum diameters of an oval.
4. Internal Burrs in Carbon Steel Forged Pipe Fittings: The Silent Killer
The Problem: Small metal ridges (burrs) left at the intersection of holes or the exit of a bore.
Why it Matters for Forged Fittings: In high-pressure applications using carbon steel forged pipe fittings, a loose burr is a ticking time bomb. It can travel through the fluid system, clogging precision orifices or shredding expensive O-rings, leading to catastrophic system failure and costly downtime.
Our Professional Solution:
-
Cross-hole Deburring: For complex internal intersections in forged carbon steel pipe fittings, we use specialized brushes and thermal deburring techniques.
-
Precision Chamfering: Every internal entry and exit point is precision-chamfered during the CNC turning cycle to ensure a smooth, snag-free transition.
5. Surface Roughness (Ra): Ensuring Leak-Free Carbon Steel Pipe and Fittings
The Problem: A “rough” internal surface that prevents the seal from seating properly, which is a common cause of failure in carbon steel pipe and fittings.
Why it happens in Carbon Steel Machining:
Using dull tools, incorrect coolant concentration, or selecting the wrong insert grade for materials like AISI 1045 or 1018 can result in a surface that feels like a micro-file.
Our Inspection & Quality Protocol:
-
Advanced Roughness Testers: We don’t just “guess” by looking. We provide Ra 1.6, Ra 0.8, or even mirror-finish results for your carbon steel pipe fittings, backed by calibrated measurement reports.
-
Coolant Management: We maintain strict control over coolant concentration to ensure optimal lubrication and heat dissipation, preventing thermal damage to the internal surface of the carbon steel pipe and fittings.
| Defect Type | Key Causes | Material Sensitivity | Inspection Solution |
| Internal Chatter | Overhung boring bars; Excessive finishing allowance | High in AISI 1045 | Surface Roughness Tester & Visual check |
| Internal Taper | Machine misalignment; Tool deflection | Critical in deep-hole fittings | Triple-Check: Caliper + Plug Gauge + Internal Dial Caliper |
| Ovality | Excessive clamping force; Thin-wall deformation | High in 1018/1020 (Ductile) | Two-Point Internal Micrometer |
| Internal Burrs | Dull inserts; High material ductility | Common in AISI 1018/1020 | Visual inspection & specialized probes |
| Surface Roughness | Wrong coolant; Incorrect insert grade | Common in high-feed turning | Calibrated Ra Profilometer |
6. Through Holes vs. Blind Holes: Mastering Chip Control and Tool Safety
In the production of carbon steel pipe and fittings, the distinction between through holes and blind holes is a critical factor for both surface quality and operational safety.
-
Through Holes :
-
The Challenge: The primary concern is the “exit burr.” As the tool breaks through the carbon steel forged pipe fitting (especially ductile AISI 1018), it can push the metal out, creating a heavy burr.
-
Our Solution: We use specialized exit-path CNC programming to ensure a clean break-through, followed by precision chamfering.
-
-
Blind Holes : The High-Risk Zone
-
The Challenge: Chip evacuation is the greatest enemy. In a blind hole, chips have nowhere to go. If they accumulate, it often leads to “recutting,” which causes severe internal chatter, surface scarring, and even catastrophic tool crashes.
-
Our Professional Strategy: Two-Pass Machining.
For complex blind holes in carbon steel pipe fittings, we don’t risk a single-pass finish. Instead, we implement a Secondary Machining strategy:
-
First Pass (Roughing & Chip Clearing): We remove the bulk of the material while using High-Pressure Through-Spindle Coolant (TSC) to flush chips out.
-
Second Pass (Precision Finishing): After ensuring the cavity is clear of residual metal, we use a separate finishing tool to achieve the final Ra and prevent dimensional distortion caused by chip interference.
-
-
The Benefit: This method eliminates the risk of chips scratching the internal wall or causing the tool to break due to chip clogging, ensuring 100% reliability for deep-hole blind fittings.
-
Conclusion: Precision is a Choice, Not an Accident
Internal hole quality is the silent pulse of any high-pressure fluid system. As we have seen, whether it is the vibration marks in AISI 1045 or the taper issues in deep-hole blind fittings, these challenges require more than just machines—they require a deep respect for material science and a rigorous inspection culture.
At Yuhuan Hongqian Machinery, our 10,000-piece “50,000 RMB lesson” from years ago remains the foundation of our current Triple-Check system. We don’t just ship carbon steel pipe fittings; we ship the peace of mind that every internal dimension has been verified by experienced hands and calibrated instruments.
Don’t let a hidden internal defect become a visible system failure. Partner with a manufacturer that masters the “deep-water zone” of CNC turning.
Stop Risking Your Fluid System’s Reliability on “Good Enough” Internal Machining.
At Yuhuan Hongqian Machinery, we don’t just turn parts; we master the “deep-water zone” of internal hole precision. Whether you need AISI 1018, 1020, or 1045 carbon steel pipe fittings, our 10+ years of expertise and 70+ CNC machines ensure zero defects and leak-free performance.
Ready for a technical consultation? > 📧 Contact our engineering team at: [info@justcncturningparts.com]