Introduction Scaling production for bulkhead fitting, pipe fittings, and tube fittings requires the right mix of blank selection, drawing accuracy, CNC machining strategy, and inspection. For manufacturers in zhejiang and nearby cities, choosing a local CNC machine shop for CNC turned parts shortens lead times, lowers logistics cost, and speeds problem-solving. This guide explains how to move from prototypes to production runs (small to large volumes) while controlling cost and improving first-pass yield.
Define small runs vs. high volume
- Small runs (prototype / short production): 1–3000 pcs. Best from bar stock or tube stock on local CNC machines — minimal tooling, fast iteration.
- Medium runs: 3000–5,000 pcs. Consider /preformed blanks if shape and volumes justify tooling. this quantity is suitable to use hot forging .
- High volume: 5,000–100,000+ pcs. Cold forging or progressive stamping usually offers the lowest unit cost for standard bulkhead fitting.
Blank choice and impact on cost
- Bar stock (solid round): Flexible for complex CNC turned parts; no tooling cost; higher material removal for hollow features typical in bulkhead fitting.
- Tube stock: Efficient for tube fittings and many pipe fittings — saves ID machining and material. Needs internal support during machining; specify wall thickness tolerance.
- Stamped/preformed blanks【hot forging 】: Good for medium volumes — reduces CNC time and delete material cutting fee but requires mould investment. Best when blank closely matches final shape.
- Cold-forging blanks: Best for high-volume standard fittings — minimal finishing, excellent material utilization, high mould cost. quantity demand ususally more than 50000pcs then suitable to open a mould .
Quoting strategy (local/geographic advantages)
- Offer dual-quote: CNC from bar/tube (no tooling) vs. preformed blank + finish (tooling amortized).
- Include material, machining time, secondary ops (threading, plating), inspection, packaging, and local delivery.
- For customers, emphasize cheap price ,good quality , fast delivery is competive terms . Then chooose china cnc turning parts factory is one of your best choice .
Drawing requirements to avoid surprises
- Mark recommended blank (bar/tube/stamped/cold-headed) and material spec.
- Call out critical dimensions: sealing faces, inner diameters, thread class, surface finish (Ra), wall thickness for tube fittings.
- Show machining allowance for preformed blanks and orientation of tube weld seams if applicable.
- Add functional notes: pressure rating, mating-part references, required tests (pressure/leak, torque).
CNC machining and cutting best practices
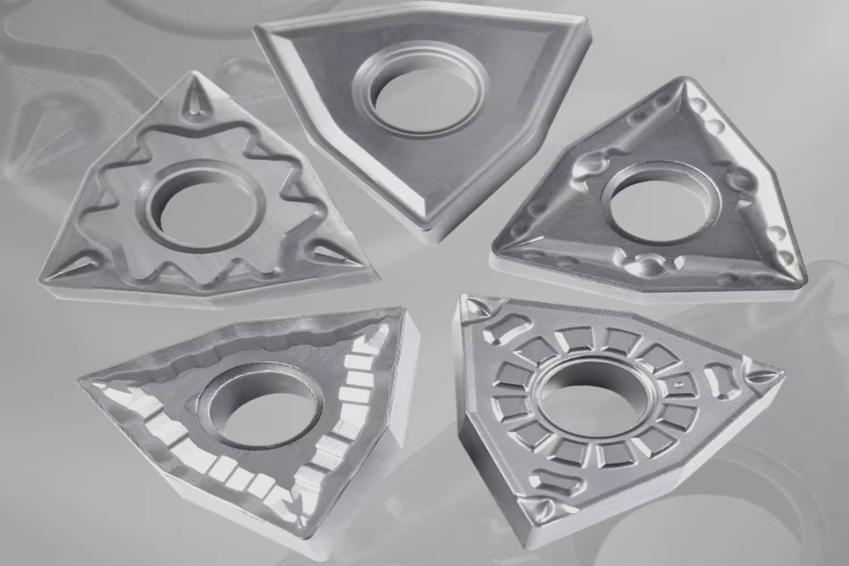
- Tooling: Use coated carbide tools for stainless; solid carbide for small ID drills/bores. Threading tools and form tools to match thread class.
- For tube stock: use mandrels or internal supports to prevent collapse; control wall thickness and clamp points.
- For stamped/cold-headed blanks: rough to remove work-hardened areas, finish with light cuts to hit tolerances.
- Machine selection: Multi-axis CNC lathes with live tooling or Swiss-style CNC machines reduce setups and improve concentricity for complex bulkhead fitting.
- Speeds/feeds/coolant: Tune per material (aluminum higher speeds; stainless moderate speeds with good coolant to prevent work hardening).
Fixture and process planning
- Small runs: modular fixtures minimize setup time.
- Medium/high runs: dedicated fixtures or progressive dies may pay off; calculate fixture/die amortization.
- Use quick-change tooling to reduce downtime between batches; maintain fixtures and requalify periodically.
Quality control: IQC, IPQC, FQC
- IQC: verify material certificates, tube wall thickness, blank dimensions, and lot traceability.
- IPQC: first-article inspection for each change; periodic sampling for critical dims (IDs, sealing face flatness, threads) with SPC for trending.
- FQC: CMM for key geometries, thread gauges, and pressure/leak testing for sealed bulkhead parts. Keep inspection reports tied to batch numbers for traceability.
When to switch blanks and scale production
- Build unit-cost curves comparing CNC-from-bar/tube vs. stamped/cold-headed blanks. Determine tooling payback point.
- Balance lead time vs. per-piece cost: tooling reduces unit cost but increases lead time; keep local CNC capability for iterative phases.
- Validate pilot runs to confirm die stability and yield before full transition.
Common issues and fixes
- Tube collapse/ovality: add internal support, reduce unsupported length, or upgrade tube spec.
- Wall thickness variation: tighten supplier tolerance, increase IQC sampling.
- Thread fit problems: confirm thread standard and use proper thread gauges; consider single-point threading on the CNC lathe.
- Work hardening from cold heading: add annealing or light finishing passes and adjust tooling.
Practical checklist before scaling
- Confirm blank type and machining allowance on drawings.
- Request two quotes: CNC-from-blank and preformed-blank + finish.
- Run a pilot batch from bar/tube with full inspection and leak testing.
- Calculate die/fixture amortization and monitor KPIs: unit cost, first-pass yield, lead time, on-time delivery.
Conclusion and local CTA
Choosing the right blank and pairing it with clear drawings, optimized CNC machining, and disciplined inspection lets you scale bulkhead fittings, pipe fittings, and tube fittings efficiently. china CNC machine factory can speed prototypes and scale production with predictable cost and quality. Upload your drawing or contact us for a free quote and blank-selection consultation.