How Stainless Steel Pipe Fittings Are Manufactured ?
Introduction
Stainless steel pipe fittings are used everywhere — from plumbing and construction to chemical and hydraulic systems. They connect, change direction, or control the flow inside piping systems. But have you ever wondered how these fittings are actually made?
The manufacturing process of stainless steel pipe fittings involves several precise steps, including material preparation, forming, welding, CNC machining, polishing, and testing. Each stage requires careful control to ensure the fittings are strong, corrosion-resistant, and perfectly shaped.
In this article, we will explain — in simple words — how stainless steel pipe and fittings are made, how compression fittings are produced, and why stainless steel fabrication needs special care.
Understanding Stainless Steel — The Starting Point
Stainless steel is an alloy mainly made from iron, chromium, and nickel. The chromium forms a thin layer of oxide on the surface that prevents rust and corrosion. This makes stainless steel perfect for use in industries where durability and hygiene are important.
There are different grades of stainless steel, such as 304, 316, and 321. Each has its own chemical composition and level of corrosion resistance. For example, 316 stainless steel contains molybdenum, which offers better protection in saltwater or chemical environments.
Is Stainless Steel Hard to Fabricate?
Yes — stainless steel is generally harder to process than mild steel. It has high strength, work-hardens quickly, and retains heat during machining or welding. These properties make cutting, forming, or welding more challenging.
To handle this, manufacturers use CNC machining, precision forming machines, and controlled heat treatment. These methods allow consistent, high-quality results while minimizing deformation or surface damage.
How Stainless Steel Pipe Is Manufactured
Before fittings are made, stainless steel must first be turned into pipes. The pipe-making process can be divided into several main stages:
1. Raw Material Preparation
The process starts with stainless steel billets or rods, which are long, solid pieces of metal. These billets are cut into smaller lengths and checked for surface defects.
2. Hot Rolling or Extrusion
The billets are heated to around 1200°C (2200°F) and then passed through a piercing mill to create a hollow tube. This tube is further rolled and elongated to reach the required thickness and diameter. This method is often used for seamless stainless steel pipes.
3. Cold Drawing or Cold Rolling
For precise dimensions or smaller pipe sizes, manufacturers use cold drawing. The pipe is drawn through a die under controlled conditions to improve surface finish and accuracy. Between each drawing step, the pipe is annealed (heated and cooled) to restore flexibility.
4. Welding (For Welded Pipes)
In welded pipe production, a stainless steel strip is rolled into a round shape and its edges are welded using TIG (Tungsten Inert Gas) or high-frequency welding. The welded seam is then heat-treated to remove stress and ensure corrosion resistance.
5. Finishing and Inspection
After rolling or welding, the pipes are straightened, cleaned, and tested for quality. Common tests include hydrostatic pressure, ultrasonic inspection, and dimensional checks.
From Pipe to Pipe Fittings — The Forming Process
Once the pipes are ready, they are processed into fittings like elbows, tees, reducers, caps, and couplings. Each type requires a different forming method depending on its shape and size.
1. Forging
Forging uses mechanical pressure or hammering to shape the pipe. For example, the end of a pipe can be expanded or shrunk to form reducers or socket fittings.
2. Stamping
In stamping, a conical die is pressed into the pipe end to create a specific shape. It’s often used to make caps or small connectors.
3. Rolling and Bending
For elbows or curved fittings, the pipe is placed in a bending machine or roller. The machine applies even pressure to create smooth bends without wrinkles or cracks.
4. Hydroforming or Bulging
Hydroforming involves filling a section of pipe with pressurized liquid or rubber and then forming it into complex shapes like T-joints. This process ensures smooth internal surfaces and accurate dimensions.
5. CNC Machining
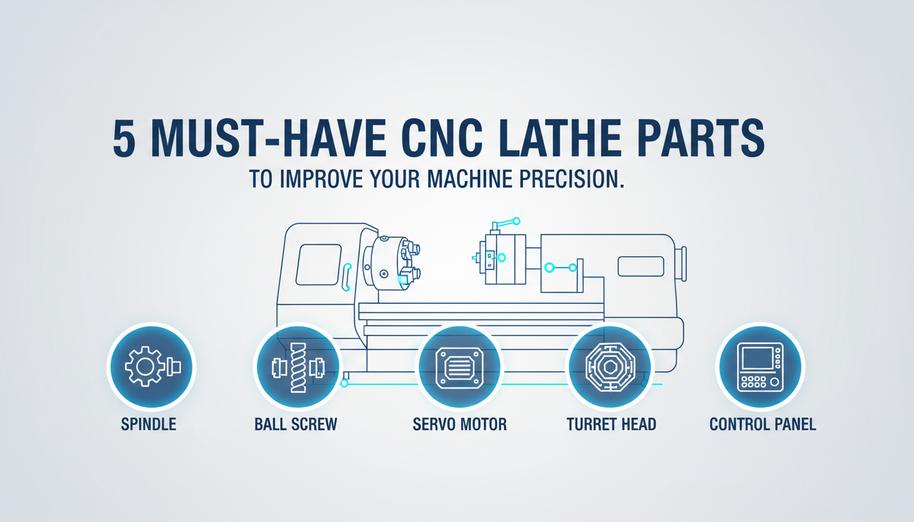
CNC machining plays a vital role in producing high-precision fittings. After forming, the fitting may need threads, grooves, or sealing surfaces. CNC lathes and milling machines can achieve tight tolerances and consistent finishes for every piece.
How Are Compression Fittings Made?
Compression fittings are small but important components used to connect pipes or tubes securely without welding. They rely on a nut, ferrule (ring), and body to create a leak-proof seal.
1. Material Selection
Compression fittings are usually made from 304 or 316 stainless steel for durability and corrosion resistance.
2. Cutting and Turning
Stainless steel rods or tubes are cut into blanks and shaped on CNC lathes. The nut, body, and ferrule are turned separately with high precision.
3. Threading and Drilling
Threads are machined to match international standards (such as BSP or NPT). Internal holes and grooves are drilled for accurate sealing.
4. Deburring and Cleaning
After machining, every part goes through deburring, ultrasonic cleaning, and passivation to remove oil, dirt, and sharp edges.
5. Surface Treatment
Some fittings receive polishing or electroplating for a smooth, corrosion-resistant surface. The final product has a clean metallic look and excellent sealing performance.
6. Assembly and Testing
All parts — nut, body, and ferrule — are assembled and tested for pressure, torque, and leak resistance. Double-ferrule compression fittings are tested under vibration and temperature changes to ensure long-term reliability.
Quality Control in Manufacturing
High-quality stainless steel fittings depend on strict inspection during every step of production. Manufacturers usually follow ASTM, ASME, or ISO standards.
Common Quality Checks Include:
-
Dimensional inspection: Ensuring every fitting meets size and tolerance requirements.
-
Hydrostatic or pneumatic testing: Checking for leaks under pressure.
-
Visual and surface inspection: Ensuring no cracks or defects.
-
Material verification: Confirming the correct grade of stainless steel.
-
Marking and traceability: Each piece is labeled with size, grade, and batch number for tracking.
These steps guarantee that every fitting meets both international standards and customer requirements.
Heat Treatment and Surface Finishing
After forming or machining, fittings often undergo annealing — a controlled heating process that removes internal stress and improves ductility.
Then comes pickling and passivation, which remove welding oxides and create a clean, corrosion-resistant surface.
Finally, fittings are polished — either to a mirror shine or a matte finish, depending on customer preference. Proper finishing improves not only appearance but also performance in harsh environments.
Packaging and Delivery
After passing all inspections, fittings are packed carefully to prevent corrosion or mechanical damage during transport.
They are usually sealed in plastic bags, placed in cartons or wooden boxes, and labeled with detailed product information.
For export, most manufacturers provide material certificates (EN 10204 3.1) and pressure test reports to guarantee quality and traceability.
Conclusion
The process of manufacturing stainless steel pipe fittings is both technical and precise. It combines metallurgical science, mechanical forming, and CNC machining to create components that perform reliably in demanding environments.
While stainless steel is tough to fabricate, modern technology — such as automated welding, cold forming, and CNC equipment — makes it possible to achieve high precision and efficiency.
From stainless steel pipe production to compression fitting assembly, every step reflects the same goal: to ensure strong, leak-free, and long-lasting connections for industries around the world.