As a veteran in the CNC machining sector, specifically at Yuhuan Hongqian Machinery Co., Ltd., I have spent over a decade overseeing the production of millions of carbon steel pipe fittings. One of the most persistent questions from our global clients is: “How do we ensure these fittings don’t show red rust after six months in a warehouse?”
Zinc plating is the industry’s go-to for carbon steel pipe fitting manufacturers because it strikes a perfect balance between cost and protection. However, it is a chemical system, not a permanent shield. To prevent rust, you must understand the “Sacrificial Anode” principle: zinc oxidizes to save the steel. Once the zinc is gone, the steel is defenseless.
Here is an in-depth guide to preventing rust, based on years of factory-floor reality and hard-won lessons.
1. Environmental Factors: The Invisible Enemy
Environment is the one reason for premature failure. You can have the best plating in the world, but the wrong environment will kill it in days.
Dust: The Microscopic Sponge
Dust is not just dirt; in a machining environment, it often contains metallic particles and carbon. These particles are hygroscopic. They pull moisture out of the air and hold it against the zinc surface. This creates a “micro-cell” where electrochemical corrosion happens 24/7. This is why a dusty warehouse leads to “white rust” (zinc oxide) much faster than a clean one.
pH Levels: Acidic and Alkaline Attacks
Zinc is stable only in a narrow pH range (roughly 6 to 12).
-
Acidity: Found in industrial smog, acid rain, or even the off-gassing of certain wooden pallets and cheap cardboard.
-
Alkalinity: Found in certain heavy-duty degreasers or concrete dust.
Both will strip the zinc layer faster than salt spray.
The 2020 “Acidic Box” Lesson (Real Case Study)
In 2020, our team faced a crisis. We produced a high-precision batch of zinc-plated fittings and brass fittings. To save costs, the shipping department used a new supplier for cardboard boxes. These boxes were made from recycled paper with high acidic residual content.
The result: Within weeks of transit, the acidic vapors inside the sealed boxes reacted with the metals. The zinc-plated parts showed red rust, and the brass fittings developed thick green copper carbonate (verdigris).
The Solution: We now mandate that every single product is first placed into a sealed transparent poly bag. This small step isolates the metal from the “micro-climate” of the packaging, preventing unexpected chemical reactions.
![]()
2. Plating Thickness: The “Life Expectancy” of Your Part
In the world of carbon steel pipe fittings, thickness is the foundation, but chemistry is the clock.
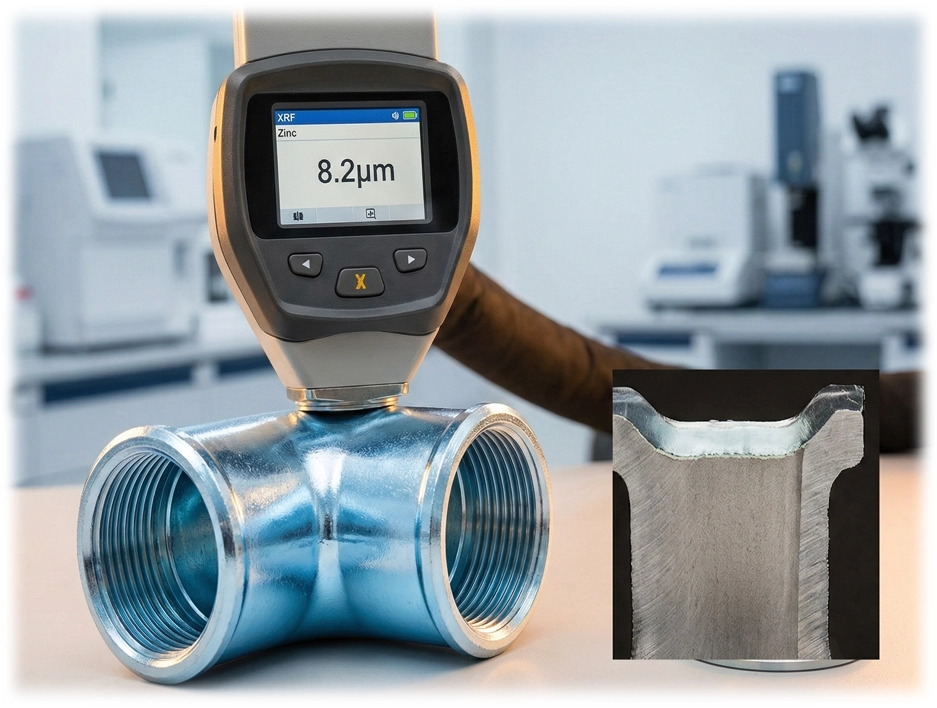
The 8μm Benchmark: Why Laboratory Results Vary You asked how long 8μm of zinc plating will last. Based on our extensive testing at Hongqian Machinery, we’ve discovered that two parts, both measuring 8μm, can have a 400% difference in lifespan depending on the chemical process:
-
Supplier A (Basic Plating): Using standard trivalent zinc without a sealer. At 8μm, these parts often show red rust in as little as 24–48 hours. This is what you often get from low-cost “nominal” suppliers.
-
Supplier B (The Hongqian Standard): We use premium chemical baths and high-performance sealers. By sealing the microscopic pores in the 8μm zinc layer, we push the protection to 96–240 hours.
The Logic: 8μm of zinc is just raw material. Without a professional Sealer, that zinc is porous and will be consumed rapidly by the environment. If a buyer tells you their “8μm” part rusted within 6 months, it’s likely they received Basic Plating without a sealer.
The Hongqian Quality Standard
To ensure a consistent 96+ hours across every batch, we don’t just rely on thickness; we rely on the Thickness + High-Performance Sealer formula.
-
8μm Base: The essential foundation for wear resistance.
-
Superior Sealer: We select premium chemistry that seals microscopic pores in the zinc, providing a chemical barrier that ordinary plating lacks.
If a buyer tells you their “8μm” part rusted within 6-12 months in a normal environment, one of two things happened: the plating was uneven (too thin in the thread roots), or the supplier used low-grade chemicals to cut costs.
At Yuhuan Hongqian Machinery, we don’t guess. We use X-ray Fluorescence (XRF) thickness testers and conduct regular batch-testing to verify that both the micron count and the chemical integrity meet our rigorous standards before any part leaves our facility.
Barrel vs. Rack Plating: A Quality Trade-off
-
Barrel Plating: The parts tumble in a rotating drum. It’s cheap and efficient for small carbon steel pipe fittings. The downside? The tumbling causes “micro-nicks” on the edges.
-
Rack Plating: Each part is hung individually. This is essential for high-precision CNC parts to ensure 100% coverage and zero physical impact damage.
3. Physical Damage and The “Coverage” Gap
Rust often starts at the corners. Why? Because that’s where the plating is either too thin or too damaged.
The Problem with Barrel Plating and Storage
As mentioned, barrel plating causes small impact marks. In these bruised areas, the zinc layer is thinner. If you store barrel-plated parts in a humid environment for too long, these “bruises” become the first sites of red rust.
Machinist’s Tip: To avoid costly re-work and stripping, barrel-plated parts should have a high turnover rate. Don’t let them sit for 12 months in a damp corner. Consumers who buy “cheap” fittings often receive these bruised, poorly stored parts that rust the moment they are installed.
Deep Holes and Thread Coverage
Electroplating relies on “Throwing Power.” In a deep internal thread of a pipe fitting, the electrical current is weaker (the Faraday Cage effect).
Design Solution: We always advise clients to include proper chamfers and deburring in their CNC programs. Removing sharp burrs ensures the zinc builds up evenly. A sharp edge is a rust magnet.
4. Advanced Surface Treatments for carbon steel pipe fittings
When standard zinc isn’t enough, professional carbon steel pipe fitting manufacturers offer “Step-Up” solutions:
High-Performance Sealers A Sealer (or Topcoat) is a clear film applied over the zinc. It fills the microscopic pores in the passivation layer. For automotive or high-precision equipment, a sealer is non-negotiable.
E-Coating (Electrophoretic Deposition) — The “Deep Reach” Shield E-Coating is a game-changer for complex pipe fittings. Unlike electroplating, which can struggle with the “Faraday Cage” effect in deep threads, E-Coating uses electrical current to pull paint particles into every interior crevice.
-
Why it’s superior: It provides a uniform, salt-spray resistant barrier (often 500-1000+ hours) that is much thicker and more durable than standard zinc.
-
Best for: Parts exposed to chassis environments or heavy moisture where internal rust cannot be tolerated.
Zinc-Nickel (Zn-Ni) Alloy Plating This is the “Tank Armor” of plating, offering 5 to 10 times the corrosion resistance of pure zinc. It’s the preferred choice for marine or high-heat engine-adjacent fittings.
Dacromet and Mechanical Plating For 10.9 or 12.9 grade high-strength steel, we use Dacromet to avoid the risk of Hydrogen Embrittlement entirely, as it involves no acid pickling or electrolysis.
| Method | Salt Spray (Red Rust) | Cost | Best Use Case |
| Standard Zinc (8μm) | 24 Hours | Low | General plumbing, Indoor use |
| Zinc + Sealer | 120-240 Hours | Medium | Automotive, Outdoor exposure |
| E-Coating | 500 – 1000 Hours | Medium-High | Complex internal geometries, Chassis parts |
| Zinc-Nickel Alloy | 500+ Hours | High | Marine, Heavy Machinery |
| Dacromet | 1000+ Hours | High | High-strength bolts (No Hydrogen Embrittlement) |
5. Critical Technical Details: Hydrogen Embrittlement & Standards
To be an authority in the machining industry, you must mention these two things:
The “Hidden” Danger: Hydrogen Embrittlement
When you plate high-strength carbon steel, hydrogen atoms enter the metal lattice, making it brittle.
The Rule: Any part with a hardness above 31 HRC (approx. 1000 MPa tensile strength) must be baked at 200°C (±10°C) for at least 4 to 8 hours within 4 hours of plating. Failure to do this means your fitting could snap like glass under pressure.
Salt Spray Standards
We strictly adhere to:
-
ASTM B117: The global standard for salt spray testing.
-
ISO 9227: The European/International equivalent.
-
ISO 4042: Specific to fasteners and threaded parts.
6. Packaging & Storage: Why We Avoid High-Cost “Over-Kill”
There is a lot of hype around VCI (Volatile Corrosion Inhibitor) bags.
-
The Reality: VCI bags are fantastic—they release a vapor that coats the metal. But they are 10x more expensive than standard poly bags.
-
The Hongqian Strategy: For industries like Aerospace or specialized Medical parts, we use VCI. However, for 95% of carbon steel pipe fittings, our internal testing proves that a standard, high-quality transparent bag, properly sealed, can provide 5 to 10 years of rust protection in a dry warehouse.
Why pay 10x the cost if a simple poly bag solves 100% of the problem? We focus on “Smart Engineering”—protecting your parts without bloating your budget.
Comparison Table: Surface Protection Options
| Method | Salt Spray (Red Rust) | Cost | Why the difference? |
| Basic Zinc (8μm) | 24 Hours | Low | Standard passivation, no sealer. |
| Zinc + Premium Sealer | 120 – 240+ Hours | Medium | Sealer fills micro-pores in the 8μm layer. |
| E-Coating | 500 – 1000 Hours | Medium-High | Full resin coverage (excellent for interiors). |
| Zinc-Nickel Alloy | 1000+ Hours | High | Chemical alloy barrier + High-end sealer. |
FAQ
Q: Can I use zinc-plated carbon steel pipe fittings for outdoor marine use?
A: Not recommended. Standard zinc will fail quickly. Use Stainless Steel or Zinc-Nickel alloy.
Q: Does the color of the zinc (Blue vs. Yellow) matter?
A: Yes. Generally, Yellow (iridescent) chromate is thicker and offers slightly better protection than clear Blue-White zinc, though Trivalent Blue is now very high-quality.
Q: How do I verify the plating thickness?
A: Ask your manufacturer for an XRF Test Report.
Q: If I increase the zinc thickness to 12μm, will it last longer than 8μm with a sealer?
A: Not necessarily. A porous 12μm layer without a professional sealer will often develop red rust faster than a dense 8μm layer protected by a high-performance chemical seal. It’s not just about the volume of zinc; it’s about how well that zinc is shielded.
Q: Does zinc-plated carbon steel pipe fittings rust?
A: Yes, eventually. Zinc plating is a “Sacrificial Anode” system. It is designed to corrode (oxidize) instead of the steel. However, once the zinc layer is consumed or if the environment is too acidic, the base carbon steel will start to develop red rust. The goal of high-quality plating is not to stop chemistry, but to delay it for as long as possible—often 5 to 10 years in proper storage.
Q: Can you prevent carbon steel pipe fittings from rusting?
A: You cannot stop the laws of physics, but you can control the timeline. In the machining industry, “prevention” means managing three factors:
The Barrier: Using a high-performance sealer to plug microscopic pores in the zinc.
The Environment: Keeping the parts away from hygroscopic dust and acidic vapors.
The Isolation: Using sealed poly bags to create a stable micro-climate.
By combining these, carbon steel can remain pristine for years.
Conclusion: Trust the Experts at Yuhuan Hongqian Machinery
Preventing rust on carbon steel pipe fittings is a science of details. From the pH of the cardboard box to the baking temperature for hydrogen removal, we handle it all.
Looking for a reliable carbon steel pipe fitting manufacturer? Don’t let your project rust away. Contact Yuhuan Hongqian Machinery Co., Ltd. today for high-precision, expertly protected CNC components.