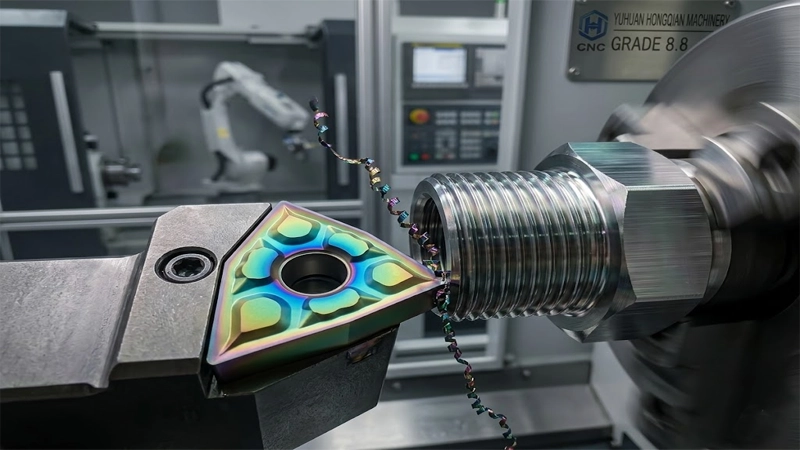
In the high-stakes world of precision manufacturing, machining a long stainless steel shaft is often referred to as “the nightmare of the CNC workshop.” When the Length-to-Diameter (L/D) ratio exceeds 10:1, the physics of metal cutting shifts from a standard operation to a battle against resonance.
What the most easy problem happen ? Chatter. This high-frequency vibration not only ruins the surface finish with “washboard” marks but also shatters expensive carbide inserts and compromises the structural integrity of the 304 or 316 stainless steel material.
While Swiss-type lathes and tailstock-equipped machines are the preferred solutions, the significant investment—often 10x the cost of standard CNCs—is a barrier for many workshops. Today, we focus on a practical challenge: how to achieve high-precision results on standard lathes, specifically solving chatter issues for threaded workpieces under 100mm in length.

1. The Physics of the “Slender Shaft” Challenge
To solve the vibration puzzle, we must first categorize the three mechanical enemies:
A. Deflection (The “Give-Way” Effect)
Stainless steel, particularly in the form of a long stainless steel shaft, possesses a high modulus of elasticity but low structural rigidity when unsupported. As the threading tool applies radial pressure (pushing toward the center of the shaft), the workpiece physically bends away. This is Deflection. It causes the thread depth to be inconsistent—shallow in the middle and deeper at the ends.
B. Chatter (The Harmonic Bounce)
Once the shaft deflects, the internal tension of the metal acts like a spring, snapping the workpiece back toward the tool. This “Dodge-and-Hit” cycle occurs at hundreds of cycles per second. This is Chatter, the source of that piercing squeal in the workshop.
C. Resonance (The “Dancing” Frequency)
Every stainless steel shaft has a natural frequency. When your spindle speed (RPM) aligns with this frequency, the vibration amplifies exponentially. At this point, no amount of cooling or tool pressure can save the part.
2. Why Swiss-Type Lathes are Premium (and Why They Require Huge Investment)
A Swiss-type lathe is the gold standard for high-volume, slender parts due to its unique mechanical structure. Here is why it commands a premium:
-
-
No More “Pushing”: Because the guide bushing supports the shaft right where the tool hits it, the metal doesn’t bend or “give” under pressure. You get a perfect thread finish and zero deflection, even on the thinnest parts.
-
True “Lights-Out” Production: These machines aren’t just automated; they are production monsters. Combined with automatic bar feeders, they can run 24/7 without a single operator standing by, churning out consistent parts overnight.
-
All-in-One Processing: A Swiss CNC can turn, mill, and handle back-end drilling all at the same time. This kills the extra cycle time and eliminates the need for a second setup, which is huge for complex stainless steel shafts.
-
The Financial Barrier: However, this efficiency comes at a cost. A high-end Swiss CNC often exceeds $150,000 USD, which is 10 times the price of a standard CNC ($15,000 – $20,000 USD). For many projects, this massive upfront investment makes the per-part cost prohibitively expensive.
The Hongqian Alternative: At Yuhuan Hongqian Machinery, we bypass this barrier by upgrading our standard CNC fleet. By integrating Automatic Bar Feeders and optimizing our G-code for high-speed continuous cycles, we offer 24-hour production capacity and Swiss-level precision at a fraction of the cost. We give you the speed and automation you need without the “Swiss premium.”
3. Deep-Dive Solution: The G32 Segmented Threading Strategy
In standard CNC threading, most programmers rely on G76 (Compound Infeed Cycle). While efficient for short parts, G76 is a “black box” that maintains a constant lead and standardized depthing. On a long stainless steel shaft, this consistency is actually your enemy—it allows harmonic resonance to build up into a destructive “squeal.”
Our “secret weapon” is the Manual G32 Synchronization Strategy. Here’s the engineering logic behind why it beats the standard cycle:
A. Breaking the Harmonic Wave (Frequency Reset)
In a continuous G76 pass, the vibration frequency often syncs with the spindle RPM. By using G32, we can program “Segmented Passes.” We slightly vary the spindle speed (CSS – Constant Surface Speed adjustment) between segments or introduce micro-pauses in the tool path. This effectively “resets” the harmonic build-up before it reaches the amplitude that causes chatter marks.
B. Precise Chip Load Management
G76 typically uses a constant volume of metal removal. However, as the tool moves further from the chuck, the shaft’s structural rigidity drops. With G32, we manually program a Diminishing Chip Load:
-
Near the Chuck: Heavier cuts where rigidity is high.
-
Mid-Shaft (The Vibration Zone): We strategically reduce the depth of cut to minimize the radial “push.” By increasing the number of light “spring passes,” we eliminate deflection and keep the thread diameter consistent from end to end.
C. Overcoming the “Spring-Back” Effect
Stainless steel (304/316) has a high “memory”—it wants to bend and snap back. G32 allows us to implement Multi-Phase Tracking. If the shaft deflects 0.02mm during the roughing pass, we can offset the finishing pass in the G-code to compensate for that physical displacement, ensuring the thread profile remains perfectly symmetrical and the pitch diameter stays within tolerance.
D. Why Manual G32 is Better for 100mm+ Shafts:
Unlike G76’s automated logic, G32 gives us total control over the Exit and Entry vectors. We can program a “soft entry” to prevent the initial “thunk” that often triggers the first wave of vibration in slender workpieces.

4. Modified Flank Infeed: Redirecting the Force
Most vibration occurs because of Radial Force (the tool pushing directly into the shaft). To fix this, we implement the Modified Flank Infeed at a 29° to 29.5° angle.
| Infeed Method | Direction of Force | Result on Long Shafts |
| Radial Infeed | 90° (Directly into the shaft) | High Chatter Risk. Pushes the shaft away easily. |
| Flank Infeed | 29° – 30° (Slanted) | Stable. Directs forces axially toward the chuck. |
| Modified Flank | 29.5° (Trailing edge clearance) | Best. Minimizes friction on both sides of the thread. |
By cutting with only one side of the threading insert, we reduce the contact area by 50%, which directly translates to 50% less “push” on your stainless steel shaft.
5. Material Matters: Machining 304 vs. 316 Stainless Steel
Not all stainless steel is created equal. Your choice of material drastically changes the “Chatter Strategy.”
-
Grade 304: Known for “Work Hardening.” If the tool rubs instead of cuts, the surface becomes harder than the tool itself, inducing massive vibration. We use higher feed rates and sharper R0.2 inserts to “bite” into the material.
-
Grade 316/316L: Contains Molybdenum, making it “gummier.” It tends to stick to the tool (Built-up Edge). This sticking increases drag, which triggers chatter. We utilize high-pressure, sulfur-based coolants to ensure the chip slides off the tool instantly.
6. Technical Summary Table for Engineers
7. Mass Production vs. Batch Flexibility
A Swiss-type lathe is undoubtedly the king of mass production. Once the complex guide bushing and tool offsets are calibrated, it can pump out tens of thousands of stainless steel shafts with minimal deviation. However, this comes with a catch: High Setup Costs. For orders under 500 or 1,000 pieces, the time and cost required to set up a Swiss CNC often make the “per-part price” skyrocket.
Why Choose Our Standard CNC Fleet?
-
Faster Setup for Medium Batches: Our optimized standard CNCs can be re-configured much faster than a Swiss-type machine. This makes us the ideal partner for small-to-medium batch runs (50 – 2,000 pieces) where you need Swiss-level precision without the heavy setup fees.
-
Cost-Effective Scalability: While we support 24/7 automated production for large orders, our overhead remains lower. You get the benefit of high-speed automation without being forced into massive minimum order quantities (MOQs).
-
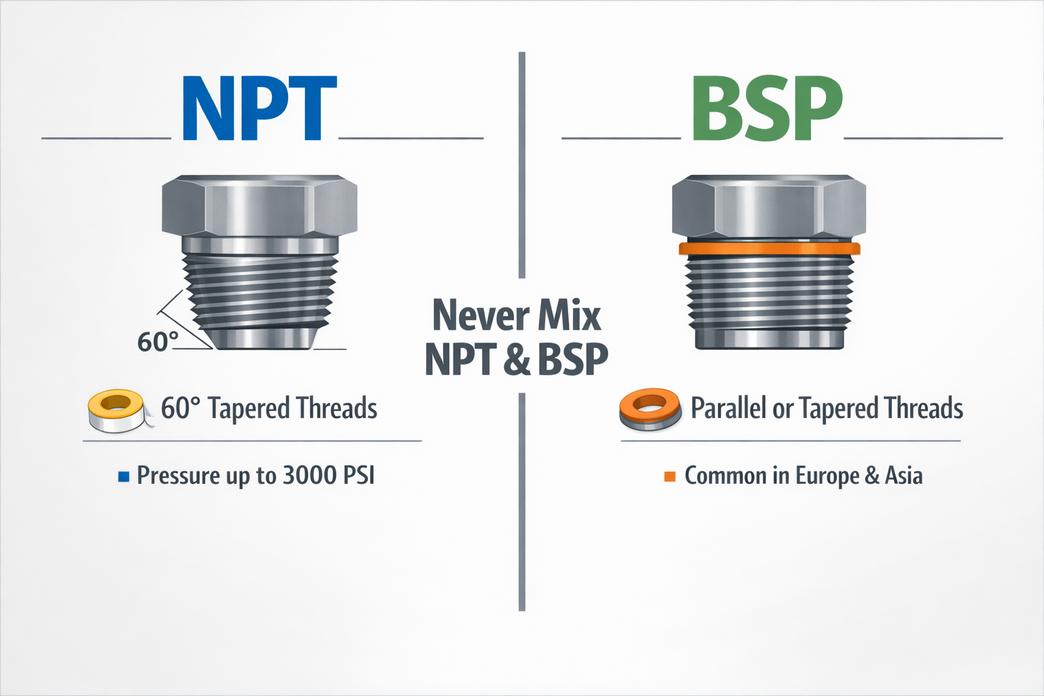
Efficiency in Variety: If your project involves multiple sizes or custom thread specifications (NPT, BSP, Metric), our standard CNC setup allows for quicker transitions and lower testing waste.
8. Frequently Asked Questions (FAQ)
Q: Can I thread a 12mm shaft that is 400mm long on a standard CNC?
A: Yes, but only with a Follow Rest. At an L/D ratio of 33:1, the shaft will behave like a string. You must provide a “traveling support” that moves with the tool.
Q: Why is my thread finish “torn” or “fuzzy”?
A: This is often caused by the material “giving way” (Deflection). When the shaft bends away, the tool doesn’t cut—it rubs. Use a sharper insert and check your tailstock alignment.
Q: Is 316 stainless steel harder to thread than 304?
A: It is more “difficult” due to its stickiness, but it is actually less prone to the brittle vibration seen in 304. Proper lubrication is the key.
Conclusion: Engineering the “Impossible”
Solving chatter on a long stainless steel shaft is a science of balance. It requires the right G-code, the right infeed angle, and a deep understanding of material harmonics. At Yuhuan Hongqian Machinery , we don’t just “run” parts; we engineer the process to ensure every thread is as smooth as a mirror, regardless of the length.
Stop paying “Swiss-type” premiums for standard precision. Leverage our 10+ years of CNC expertise for your next project.
Get a Technical Consultation Today
Looking for a reliable partner for your CNC turning parts? Whether it’s NPT, Metric, or custom pipe fittings, we provide the precision you need with the cost-efficiency you want.