When a cnc turning company runs parts by the truckload, quality isn’t a checkbox—it’s a tightrope walk. One bad batch can snowball into line stoppages, late nights, and some very awkward phone calls. Buyers know the feeling: the print looks clean, the quote looks sharp, yet consistency slips when volumes spike. That’s where nerves get tested and reputations get made.
High-volume turning is a lot like cooking for a packed diner. One plate off, everyone notices. Materials must show up certified, machines stay dialed in, and inspections happen without slowing the rhythm. Skip any step, and the whole service goes sideways.
That’s the tension this story lives in. Ahead, we break down how disciplined quality control keeps precision steady when production hits full throttle—and how the right systems keep headaches off your desk and parts exactly where they belong.
Key Points for a cnc turning company Quality Playbook
➔ Incoming Material Certification: Verify steel and aluminum alloy certificates to meet aerospace, automotive, and medical specs.
➔ Machine & Tool Setup: Calibrate lathes, align turrets, secure bar feeders and live tooling offsets for consistent cycles.
➔ In-Process Inspections: Monitor bores, threads, surface finishes (Ra, anodized or passivated) to catch drift early.
➔ Final Dimensional Audit: Run stability tests, generate automated inspection reports for repeatability and first-pass yield assurance.
Wow! 5 Steps To High-Volume Quality Checks
High-volume parts don’t forgive sloppy checks. A reliable cnc turning company needs tight control from raw stock to final report. Here’s how smart teams, including yuuhuan hongqian, keep quality locked in.
Step 1: Incoming Material Certification for Stainless Steel and Aluminum Alloy
For any serious cnc turning company, control begins with Material approval.
- Review Certification from each Supplier.
- Match Specification to drawing tolerances.
- Confirm traceability of Raw Material batches.
Nested control flow:
- Chemical validation
- Stainless Steel
- Cr content: 16–18%
- Ni content: 8–10%
- Aluminum Alloy
- Mg content range
- Tensile strength rating
- Stainless Steel
- Mechanical verification
- Yield strength test
- Hardness sampling
- Documentation archive
| Material Type | Yield Strength (MPa) | Hardness (HB) |
|---|---|---|
| 304 Stainless Steel | ≥205 | 123–187 |
| 6061-T6 Aluminum | ≥240 | 95 |
| 316 Stainless Steel | ≥205 | 149–217 |
A trusted cnc turning company treats this table as a gatekeeper, not paperwork.
Step 2: Lathe Setup Verification with Live Tooling and Bar Feeder
Before chips fly, the Lathe and CNC Machine must pass Setup and Verification checks.
- Turret alignment
- Concentricity test
- Tool offset calibration
- Live Tooling accuracy
- Runout ≤0.01 mm
- Bar Feeder stability
- Feed consistency
- Vibration monitoring
- Fixturing clamp force review
A capable cnc turning company knows bad setup equals scrap fast. Even a solid turning company can lose margin here. yuuhuan hongqian treats setup as production insurance.
Step 3: In-Process Inspection of Cylindrical and Threaded Features
During cutting, In-Process Inspection keeps drift under control.
- Cylindrical Features
- OD micrometer checks
- Bore gauge validation
- Threaded Features
- Go/No-Go Gauges
- Pitch diameter check
- Critical Dimensions
- Shoulder depth
- Groove width
- Tolerance control
- SPC tracking
- Adjustment feedback loop
A serious cnc turning company doesn’t wait for final inspection. Real-time Measurement keeps Tolerances tight.
Step 4: Surface Finish Audit – Ra Value, Brushed and Polished Checks
Surface feel matters. So does data.
- Surface Finish review
- Target Ra Value (e.g., 0.8 μm)
- Profilometer reading
- Visual texture audit
- Brushed Finish direction
- Polished Finish clarity
- Functional check
- Roughness vs sealing need
- Texture consistency
A skilled cnc machining company knows that cosmetic flaws can kill a medical or electronics order.
Step 5: Final Dimensional Stability Test and Inspection Reports
End-of-line control ties everything together.
- Final Inspection
- CMM verification
- Thermal stabilization check
- Dimensional Stability confirmation
- Post-process aging
- Random re-measurement
- Inspection Reports
- Digital Documentation
- Archived Measurement logs
- Quality Assurance release
At this point, a dependable cnc turning company proves repeatability, not just accuracy. That’s how yuuhuan hongqian keeps large-volume orders steady and customers coming back.
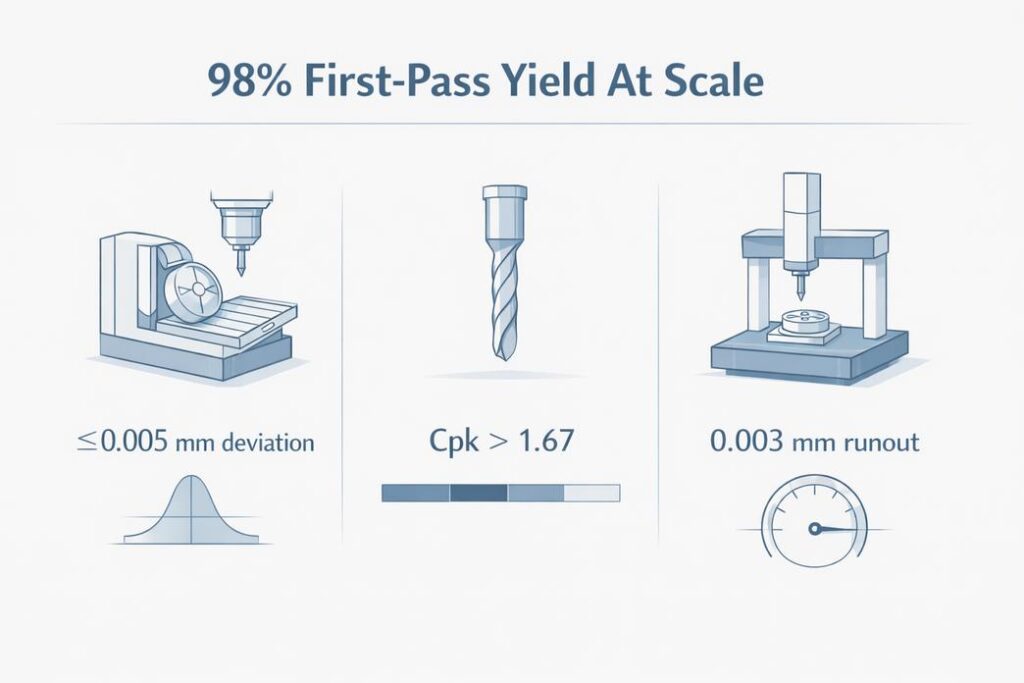
Data Proves: 98% First-Pass Yield At Scale
A serious cnc turning company doesn’t guess its numbers. It tracks them. In precision manufacturing, yield is about control, not luck. From multi-axis CNC machines to traceable materials and tool life tracking, the right cnc turning company builds repeatability into daily operations. That’s how shops like yuuhuan hongqian stay sharp and consistent.
Analyzing Repeatability on Multi-Axis CNC Machines
For any cnc turning company, repeatability starts with machine logic.
- Machine Performance Control
- Spindle runout monitoring
- Thermal drift tracking
- Servo calibration logs
- Precision Manufacturing Metrics
- Positional deviation ≤ 0.005 mm
- Circularity checks on tapered shafts
- Live-tool synchronization validation
- Dimensional Accuracy Verification
- In-process probing
- Post-turn CMM comparison
- Batch-to-batch variance mapping
Under this framework, multi-axis CNC machines maintain process stability even during complex aerospace geometries. A qualified cnc turning company reviews deviation trends weekly, not monthly. That discipline protects dimensional accuracy across thousands of cycles.
How Material Traceability Boosts Accuracy in Brass and Titanium Parts
Material issues can wreck part accuracy fast.
A trusted cnc turning company links:
- Heat number → incoming inspection
- Mechanical properties → machining parameters
- Surface integrity → final QC report
For brass parts, grain consistency reduces chatter. For titanium parts, verified tensile strength protects component integrity.
In shops like yuuhuan hongqian, material traceability connects supply chain records with manufacturing standards, so material quality directly supports cutting stability. That’s how a cnc turning company avoids random surprises on the shop floor.
Impact of High-Quality Cutting Tools on First-Pass Rates
Improving first-pass yield follows a clear rhythm:
- Select premium cutting tools matched to material grade.
- Monitor tool wear using preset cycle counts.
- Adjust offsets before surface finish drifts.
- Record tool life against removal rates.
Better inserts and boring bars extend tool life, stabilize surface finish, and raise machining efficiency. A proactive cnc turning company treats tooling as an investment, not a cost line.
Statistical Review of Tolerances in Medical Devices Turning
Medical turning leaves no room for sloppy math.
- Critical Dimensions
- Diameter tolerance
- Concentricity
- Surface roughness
- Quality Assurance Tools
- Cp / Cpk analysis
- X-bar & R charts
- Capability audits
Statistical analysis of tolerances keeps the turning process within safe limits for medical devices and supports regulatory compliance.
| Parameter | Mean Value | Tolerance (±mm) | Cpk | Surface Finish (Ra µm) |
|---|---|---|---|---|
| Shaft Ø A | 12.000 mm | 0.010 | 1.82 | 0.4 |
| Shaft Ø B | 8.500 mm | 0.008 | 1.76 | 0.3 |
| Bore ID | 6.000 mm | 0.005 | 1.91 | 0.2 |
| Taper Runout | 0.003 mm | 0.004 | 1.68 | — |
| Concentricity | 0.004 mm | 0.006 | 1.73 | — |
When a cnc turning company keeps Cpk above 1.67, process capability supports stable output. That’s how yuuhuan hongqian sustains a 98% first-pass rate without hype—just data.
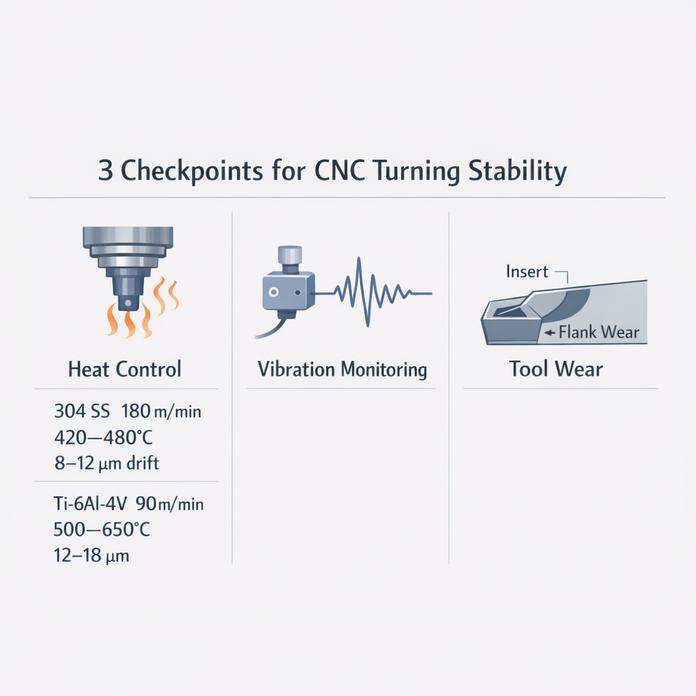
3 Checkpoints For Turning Process Stability
Stable output is what keeps a cnc turning company in business. Miss the basics, and scrap piles up fast. From heat control to chatter tracking and tool wear checks, every cnc turning service needs clear checkpoints. A capable turning company knows stability is not luck—it’s measured, monitored, and corrected daily.
Temperature Control During High-Speed Facing and Grooving
A serious cnc turning company treats heat like a production variable, not background noise.
- Heat Sources
1.1 High cutting speed increases friction at the tool–work interface.
1.2 Poor coolant flow reduces heat dissipation.
1.3 Long tool engagement harms thermal stability.
- Control Measures
2.1 Install a calibrated sensor for real-time monitoring.
2.2 Adjust coolant concentration and nozzle angle.
2.3 Match insert grade to material conductivity.
- Impact on Quality
3.1 Excess heat shifts dimensional accuracy.
3.2 Surface oxidation reduces surface finish.
3.3 Thermal growth distorts bore and face geometry.
| Material | Cutting Speed (m/min) | Temp Range (°C) | Coolant Flow (L/min) | Dimensional Drift (µm) |
|---|---|---|---|---|
| 304 SS | 180 | 420–480 | 12 | 8–12 |
| 316 SS | 160 | 450–520 | 14 | 10–15 |
| Ti-6Al-4V | 90 | 500–650 | 16 | 12–18 |
| 4140 | 220 | 380–430 | 10 | 6–9 |
| 17-4PH | 140 | 460–510 | 13 | 9–13 |
A disciplined cnc machining company tracks this daily, not once a month.
Vibration Monitoring on Swiss-Type Lathes and Turrets
Chatter sneaks in quietly, then ruins a batch. A smart cnc turning company keeps tabs on:
- Accelerometer placement near the spindle housing
- Signal checks during peak load
- Tool overhang inside the tool holder
When chatter appears, act fast:
1) Verify machine rigidity.
2) Reduce depth of cut.
3) Run frequency analysis through real-time monitoring software.
Short bursts of vibration damage workpiece stability. Longer cycles cause visible chatter marks and poor surface finish. On Swiss machines cutting slender shafts, even slight imbalance can shift tolerance. A steady turning company watches vibration trends like a hawk.
Tool Wear Assessment for Inserts, Taps, and Boring Bars
Tool wear creeps in slowly. Then scrap spikes.
- Insert Monitoring
1.1 Check flank wear width every shift.
1.2 Inspect crater wear under magnification.
1.3 Compare wear against expected tool life.
- Tapping Tools
2.1 Monitor thread quality with go/no-go gauges.
2.2 Watch torque variation as an early warning.
- Boring Bars
3.1 Measure bore diameter drift.
3.2 Inspect edge condition on carbide inserts.
3.3 Track surface finish changes across batches.
A reliable cnc turning company builds inspection into routine work, not as a last-minute fix. That’s how a cnc turning service keeps tolerances tight and customers calm.
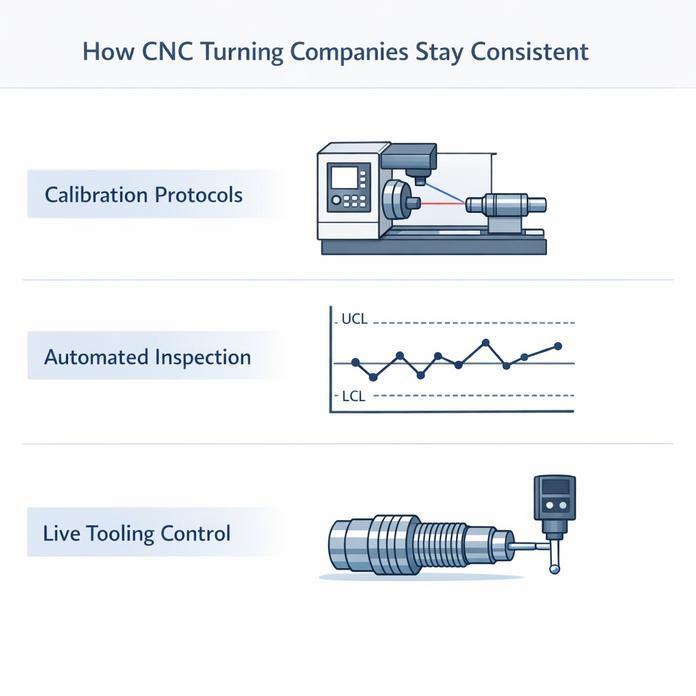
How Does A CNC Turning Company Stay Consistent?
Consistency is not luck. A serious cnc turning company builds it through systems, data, and daily discipline. From machine setup to final inspection, every cnc turning operation follows tight rules so parts come out right—again and again.
What Role Do CNC Machine Calibration Protocols Play?
A reliable cnc turning company treats Calibration protocols as the backbone of Precision manufacturing. The goal is simple: lock in Machine accuracy, protect Quality standards, and keep CNC machines running steady.
- Core control layer
- Machine geometry verification
- Ball bar testing for axis deviation
- Laser checks for linear positioning
- Spindle performance validation
- Runout measurement
- Thermal growth tracking
- Machine geometry verification
- Process stability layer
- Scheduled Preventative maintenance
- Lubrication cycles
- Guideway inspection
- Offset confirmation
- Tool length recheck
- Wear compensation reset
- Scheduled Preventative maintenance
- Output verification layer
- Trial cuts before batch release
- Capability study for Consistency
A mature cnc turning supplier knows that without routine calibration, even top-tier equipment drifts. Over time, microns turn into scrap. That is why a professional cnc turning company like yuuhuan hongqian invests in structured calibration logs and performance audits. The result is steady Performance optimization and fewer surprises on the shop floor.
Why Automated Inspection Reports Enhance Repeatability
In any cnc turning company, Automated inspection closes the loop between machining and Quality assurance.
- Data capture
- CMM measurement upload
- In-process probing results
- Data control
- Statistical process control charts
- Trend alerts for drift
- Data action
- Root cause tagging
- Corrective offset updates
With digital Inspection reports, every dimension feeds into Data analysis software. That boosts Process repeatability and sharpens Defect detection. A cnc turning company that tracks numbers daily sees patterns early, not after 5,000 parts ship. This discipline drives real Production consistency and keeps customers relaxed about compliance demands.
How Live Tooling Adjustments Improve Threaded Feature Accuracy
Threaded parts push any cnc turning company to its limits. Live tooling makes it possible, but only when Tooling adjustments are controlled.
- Real-time correction
- In-cycle probing
- Real-time compensation for tool wear
- Thread integrity control
- Pitch diameter monitoring
- Minor diameter fine-tuning
- Surface finish refinement
- Speed tweak
- Feed balance for better Surface finish
When cutting Threaded features, small offset errors ruin Feature accuracy. A skilled cnc turning company adjusts on the fly, protecting Machining precision and overall Part quality. That hands-on mindset is why yuuhuan hongqian stands out as a trusted cnc turning company customers rely on for tight-tolerance threaded components.

Automotive Orders: Zero-Error Delivery
Automotive buyers don’t have time for rework or late trucks. In this game, precision, timing, and clean paperwork decide who stays on the vendor list. As a trusted cnc turning company, yuuhuan hongqian keeps parts tight, traceable, and right on schedule.
Assembly-Ready Shafts: Maintaining Tolerances on Shoulders and Bores
Automotive drivetrains rely on shafts that slide in smoothly and lock down without drama. For any serious cnc turning company, holding tolerances on shoulders and bores is daily business, not a special favor.
- Dimensional Control Framework
1.1 Raw Material Verification
- Chemical composition check
- Bar straightness ≤ 0.1 mm/300 mm
1.2 CNC Turning Parameters
- Rough turning allowance: 0.3–0.5 mm
- Finish pass feed rate: 0.08–0.15 mm/rev
1.3 In-Process Inspection
- Online probe for dimensions
- SPC tracking under strict quality control
- Critical Tolerance Zones
2.1 Shoulder Perpendicularity
- ≤ 0.02 mm deviation
2.2 Bore Concentricity
- ≤ 0.015 mm relative to shaft axis
2.3 Surface Finish
- Ra 0.8–1.6 μm for assembly-ready fit
- Measured Performance Data
| Feature Type | Nominal Size (mm) | Tolerance (±mm) | Achieved Avg (mm) | Cpk Value |
|---|---|---|---|---|
| Main Shaft OD | 25.000 | 0.010 | 25.002 | 1.78 |
| Bearing Shoulder | 18.000 | 0.008 | 17.999 | 1.65 |
| Inner Bore | 12.000 | 0.007 | 12.001 | 1.71 |
| Snap Ring Groove | 2.000 | 0.005 | 2.001 | 1.82 |
- Assembly-Ready Validation
- Trial fit with mating hubs
- Torque simulation
- Batch traceability code engraving
A reliable cnc turning company doesn’t ship hope; it ships certainty. That’s how yuuhuan hongqian keeps zero-error delivery realistic, not just a slogan.
Just-In-Time Supply of Anodized and Passivated Aluminum Alloy Components
Timing can make or break a vehicle launch. A capable cnc turning company aligns machining with surface treatment so parts hit the line exactly when needed.
• Turning of aluminum alloy blanks with controlled tool wear
• Scheduled anodized finishing for wear layers
• Certified passivated treatment for added corrosion resistance
- Production Sync
- Machining lot split by delivery window
- Barcode link to supply chain dashboard
- Surface Protection Targets
| Process Type | Thickness (μm) | Salt Spray Hours | Hardness (HV) |
|---|---|---|---|
| Clear Anodized | 10–15 | 240 | 300 |
| Hard Anodized | 25–40 | 720 | 450 |
| Passivated (Type II) | — | 96 | — |
| Sealed Anodized | 15–20 | 480 | 320 |
- Logistics Rhythm
- Daily milk-run shipments
- 48-hour safety stock
- EDI confirmation before dispatch
★ Tight clocks, tight specs, no drama.
“Automotive suppliers that integrate machining and surface finishing into synchronized delivery cycles are outperforming peers on cost and defect metrics,” noted McKinsey & Company in its 2025 global automotive supplier review.
That’s the mindset at yuuhuan hongqian. As a hands-on cnc turning company, not just a machining supplier, the team keeps components flowing, finishes certified, and trucks leaving on time. When the line starts at 6 a.m., the parts are already there.

Why A CNC Turning Company Favors Adaptive Fixturing
In any cnc turning company, stability and speed decide profit. A serious cnc turning company knows loose parts and long setups drain cash fast. From small shafts to complex tapers, a modern cnc turning company has to stay sharp. That’s why adaptive fixturing is not hype—it’s daily survival.
Unstable Part Clamping? Modular Fixtures for Cylindrical and Tapered Geometries
A reliable cnc turning company keeps control of part clamping through structured fixture planning:
- Workpiece Type
1.1 Cylindrical geometries
- Collet systems
- Expanding mandrels
1.2 Tapered geometries
- Adjustable jaws
- Angle-compensating sleeves
- Fixture Strategy
2.1 Modular base
- Swappable clamping heads
- Fine radial adjustment
2.2 Workholding solutions
- Hydraulic assist
- Mechanical locking backup
- Stability Control
3.1 Monitoring runout
3.2 Reinforcing fixture stability
3.3 Applying adaptive fixturing for mixed batches
At yuuhuan hongqian, the turning company floor isn’t guessing. The setup adapts to the part, not the other way around. That’s how vibration drops and boring accuracy stays tight.
Dealing with Setup Delays: Quick-Change Tool Holders and Bar Feeders
A growing cnc turning company tackles downtime through layered improvements:
- Tooling System
1.1 Quick-change tool holders
- Preset offsets
- Repeatable clamping force
1.2 Reduced tooling changes time
- Material Flow
2.1 Automatic bar feeders
- Stable material handling
- Continuous spindle use
2.2 Linked automation signals
- Output Control
3.1 Tracking production efficiency
3.2 Measuring setup time reduction per shift
A smart cnc machining company doesn’t waste operator focus. Yuuhuan hongqian keeps spindles cutting instead of waiting.
Minimizing Scrap Rates through In-Line Dimensional Checks
A serious cnc turning company protects margins with layered inspection:
- Measurement Points
1.1 Grooves
1.2 Threads
1.3 Chamfers
- Control Method
2.1 In-line measurement probes
2.2 Real-time process monitoring
2.3 Automated defect detection
- Quality Loop
3.1 Maintain dimensional accuracy
3.2 Strengthen quality control feedback
3.3 Secure precision machining targets
Less scrap means less stress. For any turning company, tight checks keep customers happy and profits steady.
FAQs about Cnc Turning Company
How does a cnc turning company keep dimensional accuracy in long production runs?
A quiet discipline runs the shop floor:
- CNC machine and lathe calibration protect tolerances on cylindrical and tapered parts.
- In‑process checks watch grooves, shoulders, bores, and threaded features during turning and facing.
- Inspection reports capture repeatability, giving buyers confidence batch after batch.
Which materials are commonly certified for high‑volume cnc turning?
Short answer: metals and polymers that behave under pressure.
Stainless steel and aluminum alloy dominate automotive and electronics work, while brass, titanium, and copper support hydraulics, energy, and aerospace needs. Delrin and nylon answer medical devices where light weight and dimensional stability matter. Each lot arrives with material certification tied to inspection reports.
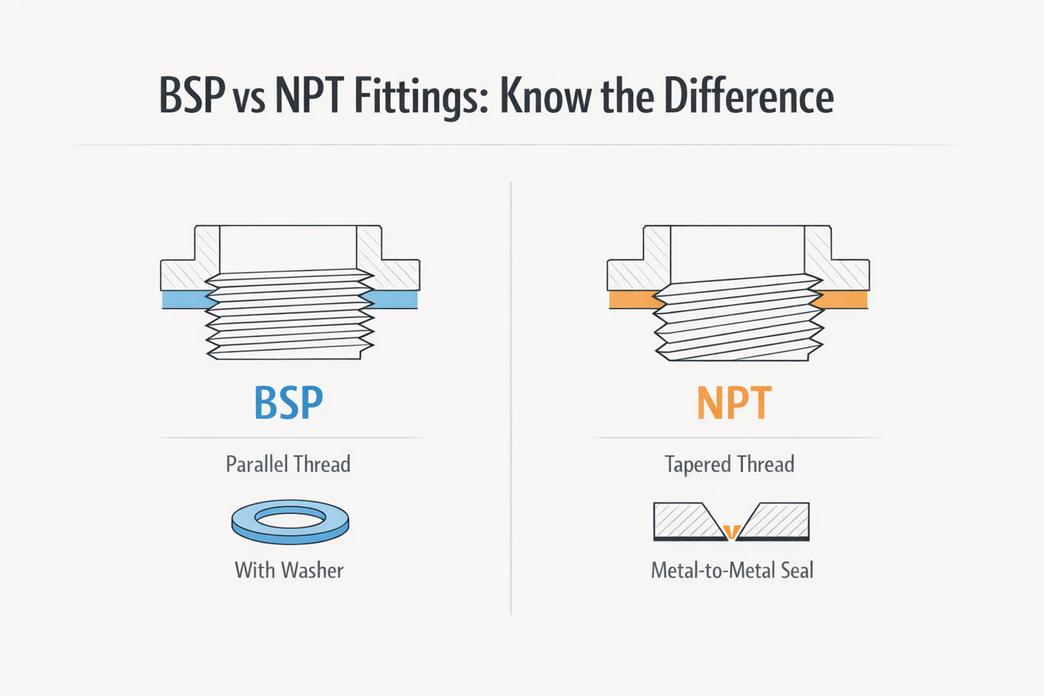
How are surface finish demands handled for medical and electronics parts?
Surface finish is treated like a promise kept.
- Ra value checks during boring, drilling, and threading
- Visual audits for polished, brushed, or matte textures
- Post‑process care such as anodized, passivated, or electroplated layers
The result fits medical devices and electronics without debate.
Why do large buyers rely on automated inspection reports?
Inspection reports calm late‑night doubts.
- Numeric records lock accuracy across multi‑axis cycles.
- Traceability links bar feeder stock to final parting.
- Trends expose drift before scrap appears.
Aerospace and automotive teams sleep better with that paper trail.
What improves first‑pass yield in multi‑axis cnc turning?
Yield rises when people respect the details:
- Sharp inserts and balanced cutting tools
- Stable bar feeder flow on Swiss‑type machines
- Temperature control during grooving and threading
Up to 98% yield follows when humans stay attentive.
How does fixturing reduce scrap on complex turned parts?
Adaptive fixturing holds the line.
Modular tool holders and steady turrets limit vibration on chamfers and shoulders, keeping dimensional stability intact on tapered and cylindrical geometries. Scrap drops, confidence climbs, and the CNC machine hums instead of fighting back.
Stop Guessing on Tolerance. Get a Precision Audit. Worried about thread consistency or material drift in your high-volume orders? Our engineering team is ready to review your blueprints and provide a manufacturing feasibility report within 24 hours. [ Consult Our Engineers ]